50
摇臂钻钻孔工艺改进。
50摇臂钻是按照输入的零件加工程序运行工作的。
摇臂钻50零件的加工程序中,包括刀具和工件的相对运动轨迹、主轴的启停、主轴转数、吃刀深度、走刀量、刀具的自动更换以及冷却液的开关等,功能十分强大。但在50摇臂钻上钻孔,仍然是在50摇臂钻尾座上安装钻头,通过转动尾座手轮进行钻孔的。因50摇臂钻尾座没有自动进给功能,所以
沈阳一机50摇臂钻操作者劳动强度大,50摇臂钻市场价和50摇臂钻生产效率低,而且50摇臂钻钻孔深度不易控制,在50摇臂钻批量生产中尤为突出。现拟将钻头安装在刀台上,利用50摇臂钻刀台的自动转位和50摇臂钻自动进给的功能完成钻孔。50摇臂钻钻头在刀台上的安装能够提高沈阳一机50摇臂钻市场价。沈阳一机50摇臂钻的刀台是4把刀具容量的自动转位刀台。沈阳一机50摇臂钻刀具在刀台上的安装与普通车床上的相同,也是通过螺幻将刀杆压紧在刀台上进行安装。为了安装50摇臂钻钻头,先制作一个钻夹座才能够提高
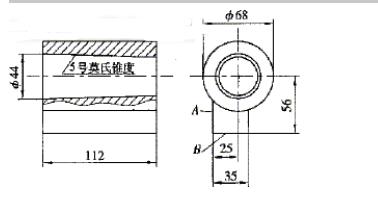
50摇臂钻市场价。50摇臂钻钻夹座通过螺钉被压紧安装在刀台上,然后将钻夹头装在钻夹座的锥孔内,最后将钻头夹紧在钻夹头内即可。50摇臂钻钻夹座的A、B面为定位安装面。
A面距锥孔中心线尺寸为25mm,是50摇臂钻刀台安装面到车床主轴中心线的中心高,同时保证50摇臂钻锥孔中心线与A面的平行度为0.02mm(主要控制50摇臂钻钻头安装后钻头轴线与50摇臂钻主轴轴线在竖直面内的平行度);锥孔中心线与B面平行度为0.02mm(主要控制钻头安装后钻头轴线与50摇臂钻主轴轴线在水平面内的平行度)。